
The chemical manufacturing industry operates in a highly regulated, precision-driven environment where even small quality issues can lead to production losses, compliance penalties, customer complaints, and safety risks. Many chemical manufacturers still rely on disconnected systems, spreadsheets, and manual processes that create operational inefficiencies and inconsistent quality standards.
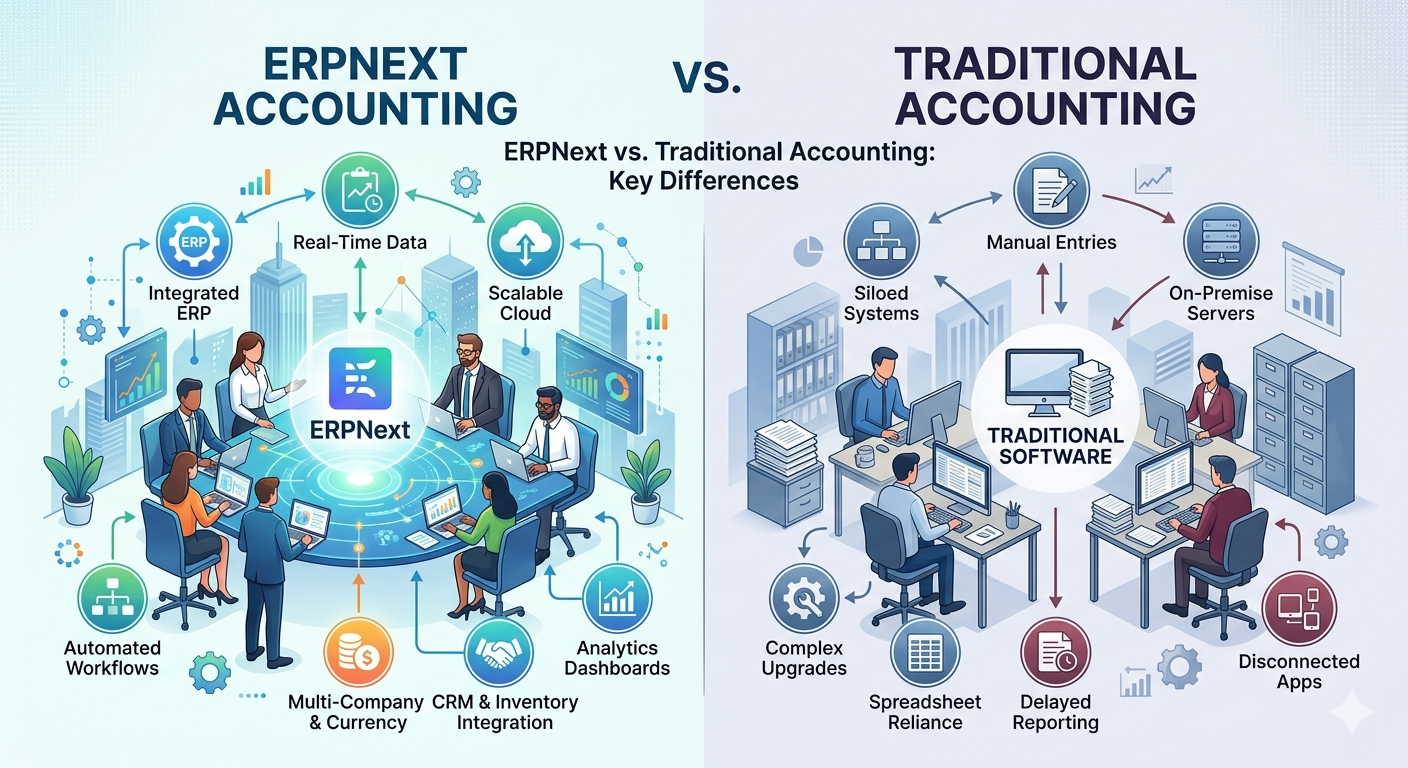
This is where Chemical Manufacturing ERP Software becomes essential. Modern ERP platforms like ERPNext help chemical businesses automate quality checks, manage batch production, improve traceability, and maintain regulatory compliance through a centralized system.
For growing manufacturers, implementing an advanced ERP for Chemical Industry operations is no longer optional — it is critical for scalability, operational visibility, and long-term profitability.
Why Quality Control Is Critical in Chemical Manufacturing
Chemical manufacturing involves complex formulations, hazardous materials, strict compliance requirements, and batch-sensitive production processes. A single quality failure can impact multiple departments simultaneously.
Common Quality Risks in Chemical Plants
Inconsistent Batch Quality
Variations in raw materials or production parameters can affect product consistency and customer satisfaction.
Manual Inspection Errors
Paper-based quality processes often result in missed inspections, delayed approvals, and inaccurate reporting.
Regulatory Compliance Challenges
Chemical companies must comply with industry regulations, safety standards, and audit requirements.
Poor Traceability
Without proper batch tracking, identifying defective materials becomes difficult and time-consuming.
Inventory and Material Mismatches
Improper raw material handling can create contamination risks and production inefficiencies.
Lack of Real-Time Production Visibility
Difficulty Managing Batch Traceability
Manual Quality Inspection Processes
Raw Material Quality Management Issues
Inconsistent Product Formulations
Compliance and Regulatory Documentation Challenges
An integrated Chemical Inventory Management System helps manufacturers maintain accurate stock records and quality standards.
How ERPNext Solves Quality Control Challenges in Chemical Manufacturing
ERPNext helps chemical manufacturers improve quality control by centralizing production, inventory, procurement, and quality management processes into a single platform. This eliminates disconnected systems and provides real-time visibility into batch production, inspections, and material tracking, helping teams identify and resolve quality issues faster.
With automated quality inspections, batch-wise traceability, and digital documentation, ERPNext reduces manual errors and ensures consistent production standards. Manufacturers can track raw materials, monitor production parameters, manage quality approvals, and maintain complete audit trails for regulatory compliance and product safety.
ERPNext also supports formula management, inventory automation, and process standardization for chemical manufacturers. By improving operational accuracy and reducing wastage, the system helps businesses maintain product consistency, streamline compliance workflows, and achieve better efficiency across the entire manufacturing process.
Benefits of ERPNext for Chemical Manufacturing Companies
Improved Operational Efficiency: Automation reduces repetitive tasks and accelerates workflows across departments.
Better Compliance Management: ERPNext simplifies audit preparation with centralized digital documentation.
Reduced Production Errors: Automated validation processes minimize human mistakes and improve consistency.
Real-Time Reporting: Management teams gain instant access to production and quality insights.
Scalable Manufacturing Operations: ERPNext supports growing businesses with flexible and scalable ERP capabilities.
Why ERPNext Is Ideal for Process Manufacturing Industries
Chemical manufacturers require specialized systems capable of handling batch production, formulations, compliance, and quality management.
ERPNext stands out as a reliable ERP Software for Process Manufacturing because it combines flexibility, automation, and cost-effectiveness within a single platform.
ERPNext Supports
Batch manufacturing
Multi-level BOM management
Quality inspections
Production planning
Inventory automation
Compliance documentation
Supply chain visibility
For businesses seeking a scalable Chemical Plant Management Software, ERPNext provides an integrated ecosystem that improves productivity and operational control.
Real-World Use Case: Chemical Manufacturer Improving Quality Control
A mid-sized chemical manufacturing company using spreadsheets faced recurring batch inconsistencies, delayed quality approvals, and raw material tracking issues.
After implementing ERPNext-based process automation:
Quality inspection time reduced significantly
Batch traceability improved across departments
Inventory discrepancies decreased
Compliance reporting became faster and more accurate
Production planning efficiency increased
This demonstrates how Chemical Manufacturing Process Automation can directly improve operational performance.
What is Chemical Manufacturing ERP Software?
Chemical Manufacturing ERP Software is an integrated system that helps chemical companies manage production, inventory, quality control, compliance, procurement, and batch tracking from a centralized platform.
How does ERPNext improve quality control in chemical manufacturing?
ERPNext automates quality inspections, batch tracking, inventory monitoring, and compliance documentation to improve production consistency and reduce errors.
Why is batch tracking important in chemical manufacturing?
Batch tracking helps manufacturers identify defective products, maintain compliance, improve recalls, and ensure complete production traceability.
Is ERPNext suitable for small and mid-sized chemical manufacturers?
Yes. ERPNext is highly scalable and cost-effective, making it ideal for small and mid-sized businesses looking to automate operations.
How does ERPNext help with compliance management?
ERPNext stores centralized digital records, inspection reports, and audit trails that simplify regulatory compliance and reporting.
Conclusion
Quality control remains one of the most critical challenges in the chemical manufacturing industry. Manual processes, disconnected systems, and limited traceability create operational risks that can affect compliance, customer trust, and profitability.
Implementing advanced Chemical Manufacturing ERP Software like ERPNext helps businesses automate quality inspections, improve batch traceability, manage formulations, and optimize inventory operations through a centralized digital platform.
For chemical manufacturers looking to modernize operations and improve process efficiency, SigzenCHEM by Sigzen Technologies provides a specialized ERP solution designed specifically for process manufacturing industries.
Explore how ERPNext can transform your chemical manufacturing operations with smarter automation, better compliance, and scalable growth.














Write a comment ...