
Introduction
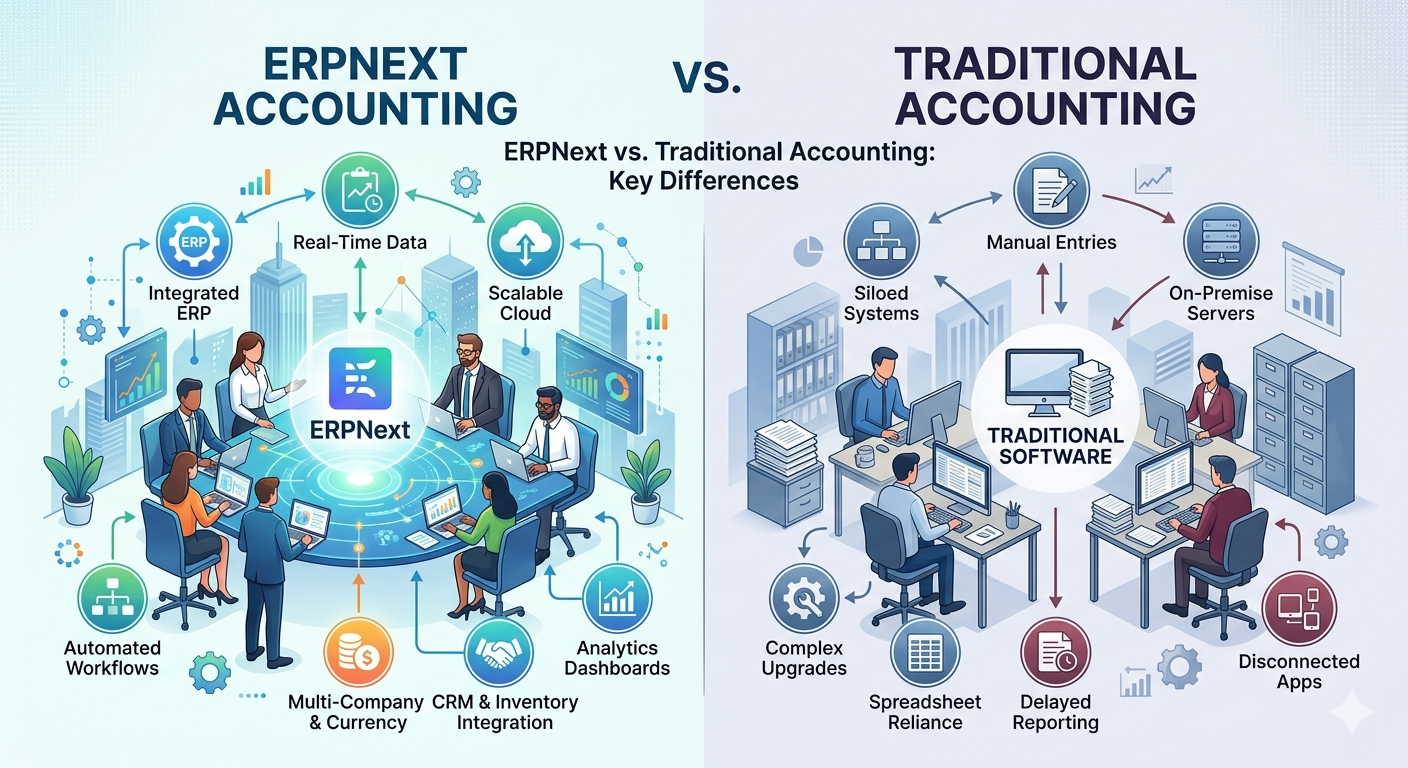
In the chemical manufacturing industry, operational risks and traceability gaps can quickly lead to regulatory violations, product recalls, financial losses, and reputational damage. Managing hazardous materials, complex batch processes, and strict compliance requirements using manual systems or disconnected software increases these risks significantly.
This is why modern Chemical Manufacturing ERP Software has become a strategic necessity. A robust solution like ERPNext helps chemical manufacturers automate tracking, centralize compliance records, and maintain end-to-end operational visibility. By integrating production, quality, inventory, and compliance workflows, ERPNext reduces risk exposure and strengthens traceability across the entire manufacturing lifecycle.
This article explores how ERPNext empowers chemical businesses to enhance transparency, minimize operational risk, and build resilient manufacturing operations.
Why Risk Management and Traceability Are Critical in Chemical Manufacturing
Chemical manufacturers operate in one of the most risk-sensitive industrial environments. Even small process deviations can result in serious safety, environmental, and financial consequences.
Key Risk Factors in Chemical Operations
Handling of hazardous and flammable materials
Strict environmental and safety regulations
Batch-based production with complex formulations
High liability associated with product defects
Multi-stage supply chains
Without reliable traceability and risk controls, managing these factors becomes extremely challenging.
How ERPNext Strengthens Batch and Material Traceability
ERPNext enables complete tracking of materials, batches, and products throughout the manufacturing process.
End-to-End Batch Tracking
ERPNext records every batch from raw material procurement to final dispatch, ensuring full visibility into material movement and processing history.
Lot and Serial Number Management
Each production lot is assigned unique identifiers, enabling quick identification during recalls or investigations.
Supplier and Customer Traceability
ERPNext links raw material sources and customer deliveries to specific batches, supporting backward and forward traceability.
Production History Documentation
Detailed production logs, machine usage records, and quality test results are automatically maintained for compliance validation.
How ERPNext Reduces Operational and Compliance Risks
ERPNext minimizes risk by embedding controls and validations directly into business workflows.
Automated Compliance Documentation
Safety Data Sheets (SDS), regulatory certificates, and inspection reports are stored in centralized digital repositories.
Workflow-Based Approvals
Production releases, quality validations, and dispatch approvals follow predefined workflows, preventing unauthorized actions.
Real-Time Alerts and Notifications
The system generates alerts for deviations, expiring materials, and non-compliance events, enabling timely corrective actions.
Audit-Ready Records
ERPNext maintains time-stamped logs and approval histories, ensuring regulatory transparency.
Real-World Example: Improving Traceability with ERPNext
A mid-sized specialty chemical manufacturer faced frequent audit observations and delayed recall responses due to fragmented data systems. After implementing ERPNext:
Batch investigation time reduced by over 70%
Compliance documentation accuracy improved significantly
Inventory wastage dropped substantially
Customer confidence increased
ERPNext enabled centralized traceability and proactive risk management.
Why ERPNext Is Ideal for Small and Mid-Sized Chemical Businesses
For SMEs, managing risk and traceability must be balanced with affordability and flexibility.
Key Advantages
Lower total cost of ownership
Industry-specific customization
Scalable multi-location support
Strong community ecosystem
These benefits make ERPNext a preferred chemical manufacturing ERP platform for growing businesses.
Role of ERPNext in Supply Chain Risk Mitigation
Supply chain disruptions and material quality issues can severely impact chemical manufacturing operations.
Vendor Qualification and Monitoring
ERPNext tracks supplier certifications, quality performance, and delivery history.
Inventory Safety Controls
The system monitors storage conditions, expiry dates, and safety classifications.
Demand and Procurement Planning
Data-driven forecasting ensures stable material availability and reduces dependency risks.
Future of Risk Management with Chemical Manufacturing ERP
With increasing regulatory complexity and digitalization, chemical manufacturers must adopt intelligent systems.
Emerging Trends
Integration with IoT sensors
Predictive quality analytics
AI-driven compliance monitoring
Blockchain-based traceability
Cloud-based multi-site management
ERPNext provides a future-ready foundation for these innovations.
Conclusion: Building Safer and Transparent Chemical Operations with ERPNext
In today’s high-risk manufacturing environment, traceability and risk management are essential for business sustainability. Manual systems and disconnected software expose chemical manufacturers to compliance failures and operational disruptions.
Chemical Manufacturing ERP Software powered by ERPNext provides a structured, transparent, and automated approach to managing production, quality, inventory, and compliance. By strengthening traceability and reducing risk, ERPNext helps manufacturers operate with confidence and resilience.














Write a comment ...