
Introduction
The best ERP for manufacturing is not just a digital reporting tool; it is the operational backbone that connects production, supply chain, finance, inventory, procurement, and quality control in real time. In today’s competitive environment, manufacturers are under pressure to optimize output, reduce waste, and deliver consistent product quality while maintaining competitive pricing. Choosing the best ERP for manufacturing industry enables manufacturers to build a connected factory that supports predictive planning, automated workflows, digital quality checks, and integrated financial reporting.
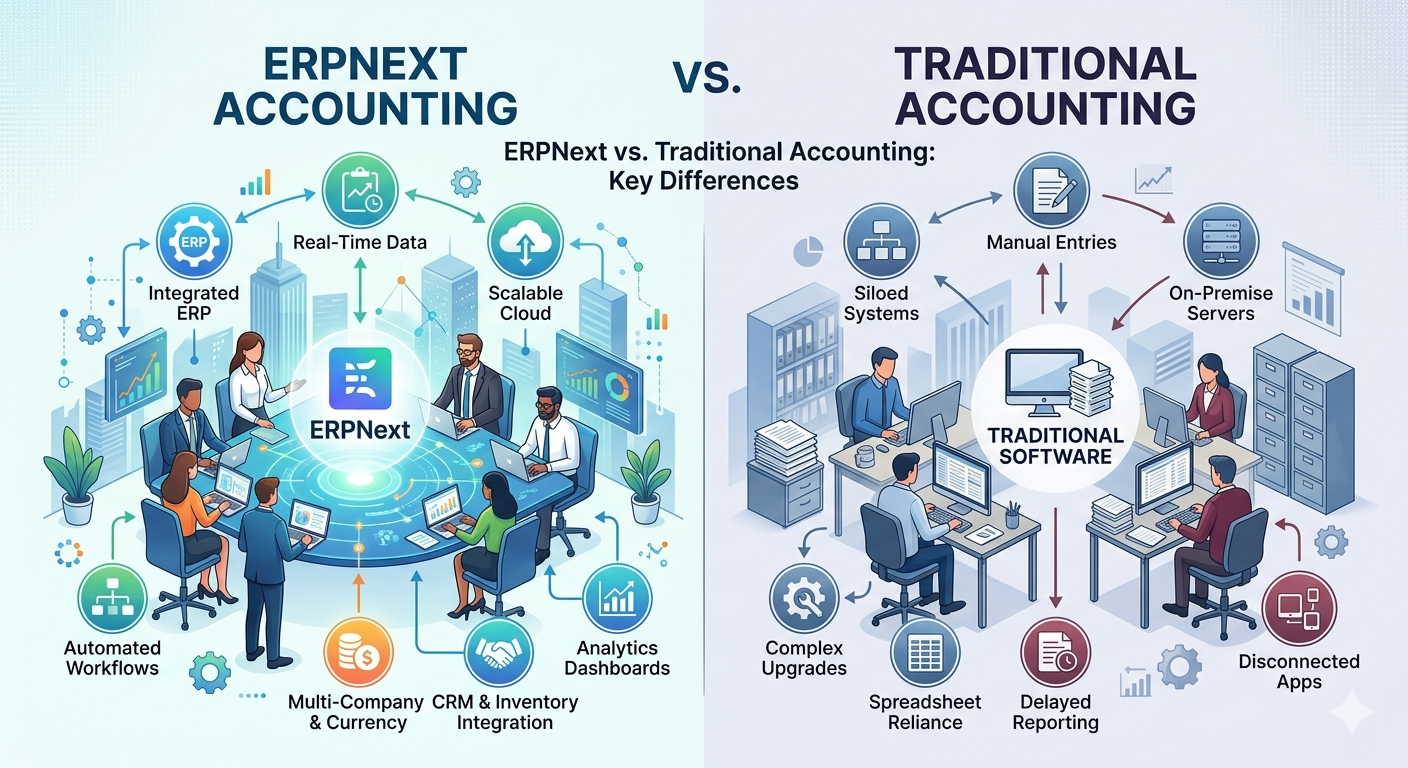
It is essential to highlight that the best ERP for manufacturing gives management complete visibility into product costs, production schedules, material movement, and machine utilization. This intelligence is crucial for manufacturing companies operating in industries such as cement, chemicals, metal, automotive components, electronics, textiles, or consumer products. As the adoption of cloud-based technology rises, platforms like ERPNext Manufacturing offer modular systems that can scale with business growth, especially in emerging markets such as India.
Why Choosing the Best ERP for Manufacturing Matters Today
The manufacturing economy is influenced by cost fluctuations, supply chain dependency, environmental regulations, skilled labor shortages, and global competition. A digital system helps organizations operate efficiently without expanding operational costs.
Manufacturers Face Increasing Raw Material Volatility
Raw materials like metals, polymers, industrial chemicals, and cement components fluctuate rapidly due to global pricing changes. A modern ERP for manufacturing helps procurement teams evaluate price trends, estimate landed costs, and plan materials based on confirmed demand rather than guesswork.
For example:
The ERP records supplier quotations and helps compare landed cost including freight and duty.
Procurement teams receive alerts when material usage levels cross estimated thresholds.
Production planners receive recommendations based on available stock and pending orders.
This simplifies procurement and prevents delays on the factory floor.
Quality Standards Are Becoming Stricter
Customers demand defect-free products delivered on time. The best ERP for manufacturing industry integrates quality checks at multiple stages. Instead of performing inspections at the end, modern systems insert checkpoints during material receipt, before and after machining, and before dispatch.
Examples include:
Automatic generation of quality inspection forms during goods receipt.
System-driven sampling instructions during in-process production.
Recording non-conformance reasons to help supervisors understand what failed and why it happened.
This reduces rework, scrap generation, and return complaints.
Workforce Efficiency Is Critical to Maintain Profit Margins
Manufacturers cannot increase headcount endlessly. The system automates repetitive documentation, generates system-driven routing instructions, and schedules job cards according to machine availability. A good ERP supports shop-floor workers through digital workflows rather than expecting them to manage complex spreadsheets.
Examples include:
Job cards are assigned to operators with step-by-step tasks.
Routing defines how the product moves from cutting to welding, finishing, polishing, and packing.
Real-time dashboards help supervisors see delays before they impact the delivery schedule.
This elevates productivity without adding manpower.
Government Policy Promotes Digital Manufacturing
Countries like India encourage manufacturing growth through initiatives such as Make in India, export subsidies, and digital infrastructure programs. That is why many small and medium-sized factories now explore cloud-based ERP systems instead of investing in costly legacy applications.
https://www.makeinindia.com (Government of India Manufacturing Initiative)
What Features Define the Best ERP for Manufacturing?
Different systems offer different capabilities; however, the best ERP for manufacturing should deliver a full cycle from planning to delivery.
A Complete Production Planning Structure
Production planning should not be limited to issuing work orders. The ERP should provide a structured process that begins with forecast generation and ends with dispatch confirmation.
Within production planning, a strong system:
Analyses current stock levels before suggesting a production plan.
Considers pending sales orders and future forecasts to calculate material consumption.
Generates work orders only when raw materials are confirmed.
This prevents production teams from issuing unrealistic work orders and avoids sudden shortages on the shop floor.
Strong BOM Intelligence With Version Control
In manufacturing, the Bill of Materials (BOM) determines final product cost, production logic, and quality consistency. The best ERP for manufacturing industry supports multiple BOM types and versions without confusing operators.
Examples of good BOM capabilities:
The ERP supports an engineering BOM for design purposes and a manufacturing BOM for practical execution.
When raw materials change due to supplier substitution, the ERP records a new version without losing historical data.
Cost calculation shows the expected cost of each finished product including labor, electricity, and indirect expenses.
This helps financial teams understand the exact product cost, not just raw material usage.
Real-Time Shop Floor Monitoring
Factories often struggle to understand why a shift underperformed. A modern ERP records machine usage data including reasons for downtime, cycle time per machine, and scrap generated during operations.
Real-time shop floor control includes:
Recording machine stoppage reasons such as breakdown, maintenance, or operator absence.
Tracking the actual time taken to complete each operation compared to planned standards.
Generating a dashboard report displaying production efficiency for each workstation.
This helps the operations head detect patterns and prevent repeated failures.
Integrated Quality Control Inside Every Step
Instead of using external spreadsheets, the best ERP for manufacturing generates inspection records automatically. Quality inspectors receive digital checklists, including test values, tolerance levels, and sample size.
Examples:
A chemical manufacturer checks viscosity and moisture content before processing.
A metal manufacturer checks hardness and micron tolerance after machining.
A textile manufacturer records shrinkage percentage and color consistency after dyeing.
The ERP stores results, generates non-conformance reports, and helps improve production standards.
How ERP for Manufacturing Integrates the Supply Chain
A manufacturing system becomes powerful only when it connects suppliers, warehouse teams, production operators, quality engineers, and dispatch coordinators under one interface.
Procurement Is Directed by Actual Demand
Instead of forecasting purchases based on assumptions, the ERP calculates material requirements according to order commitments, re-order levels, and safety stock values.
For example:
If an order requires 1,000 units and existing stock is 300, the ERP suggests purchasing only the balance quantity.
If a supplier takes 20 days to deliver, the system alerts procurement in advance.
This helps avoid material shortages and excess stock.
Warehouse Optimization Reduces Movement Time
Warehouse logic in manufacturing involves locating raw materials closer to specific machines or routing materials efficiently across departments.
Modern ERP systems:
Assign storage bins based on machine allocation.
Recommend the shortest route for internal material transfer.
Track material movement through barcode scanning.
This makes internal logistics faster.
Why ERPNext Manufacturing Is Preferred in India and Emerging Markets
Selecting the best ERP for manufacturing in India involves evaluating cost, customization, training flexibility, and cloud performance. Mid-sized companies often avoid large systems like SAP due to high implementation and license cost.
ERPNext Manufacturing solves this challenge through:
Modular design where users can activate only required features.
Cloud access without investing in local servers.
Integrated payroll, HR, purchase, and finance modules built into a single platform.
India-friendly workflows covering GST logic, multi-UOM workflows, and subcontracting.
Common Mistakes When Choosing a Manufacturing ERP
Choosing Systems Based Only on Price
Price is important but selecting the cheapest option usually leads to:
Poor data accuracy
Manual work as a backup
Lack of training
Integration failures
Ignoring Shop-Floor User Experience
If operators find screens complicated, they avoid using the system. This creates a data gap. ERP should be simple enough for an operator to use without training for weeks.
Skipping Change Management
Employees resist new systems. Leadership must invest time and explain how ERP benefits individuals, not only the company.
Conclusion
The best ERP for manufacturing is built on simplicity, flexibility, intelligence, and deep production visibility. Whether the business manufactures cement bags, chemicals, metal components, household products, or industrial machinery, a modern ERP aligns every department under a unified source of truth. When done correctly, ERP transforms manufacturing from a reactive environment into a predictive and efficiency-driven operation.
The next step is evaluating a system aligned with your scale. For companies in India and emerging markets, ERPNext Manufacturing is often preferred due to flexibility, cost efficiency, and cloud readiness.
FAQs
What is the best ERP for manufacturing in 2025?
The best ERP depends on scale and complexity. For mid-sized companies, cloud platforms like ERPNext Manufacturing offer flexibility and integrated modules at a reasonable cost.
Why is ERP important for manufacturing companies?
ERP automates planning, controls production, tracks inventory, improves quality, and standardizes financial tracking, which results in higher efficiency and improved customer satisfaction.
How does ERP improve production scheduling?
ERP uses material availability, machine capacity, and pending orders to calculate realistic production timelines and help supervisors assign job cards more accurately.
When should a manufacturing company implement ERP?
ERP implementation is recommended when spreadsheets become unmanageable, production delays increase, and quality issues occur repeatedly.
Can ERP reduce production cost?
Yes, ERP reduces cost through accurate material forecasting, reduced scrap generation, improved resource allocation, and real-time operational visibility.














Write a comment ...