
Introduction: Why Choosing the Best ERP for Manufacturing Matters More Than Ever
Choosing the best ERP for manufacturing is no longer a luxury it's now the heart of smart production, cost efficiency, and competitive advantage. As modern manufacturing evolves into a more technology-driven, data-intensive, and customer-centric industry, businesses can no longer rely on outdated manual processes or disconnected tools. Manufacturers today need real-time visibility, accurate forecasting, smooth production cycles, and complete integration between procurement, inventory, machines, and sales.
This is exactly why industry leaders—from small manufacturing units to large global plants—are actively searching for the best ERP for manufacturing industry that can modernize operations, automate workflows, and eliminate guesswork. Whether you operate in India, the Middle East, Europe, or the U.S., the right ERP system helps you reduce costs, avoid production delays, optimize raw material usage, and improve on-time delivery performance.
In this comprehensive guide, we explore everything you need to know about selecting the right ERP for manufacturing industry, including what features matter, how ERP transforms operations, why ERPNext Manufacturing is emerging as a preferred choice, and practical implementation insights for business leaders.
Understanding the Manufacturing Challenges ERP Must Solve
Before you evaluate the best ERP for manufacturing, it’s crucial to understand the challenges that most manufacturers face today. These challenges exist across industries—automotive, chemical, engineering, metal, cement, textile, food processing, and more.
1. Unpredictable Production Schedules
Manufacturers constantly struggle with fluctuating customer demand, unexpected breakdowns, and raw material delays. Without centralized planning, even small disruptions result in production losses.
2. Lack of Real-Time Inventory Visibility
Overstocking increases carrying costs. Understocking halts production. Manual tracking methods simply cannot keep up with the pace of modern manufacturing.
3. Disconnected Departments and Systems
Procurement, production, quality, and sales often work with siloed tools. This lack of integration creates delays, errors, and miscommunication.
4. Inefficient Resource Utilization
Machine availability, operator capacity, and resource usage are often tracked manually, leading to inefficiencies and wastage.
5. Quality Control and Compliance Pressure
Customers expect perfect quality. Industries demand strict compliance. Manual QC processes introduce errors that affect reliability.
6. Difficulty in Costing and Profitability Analysis
Without accurate BOM costing, overhead allocation, and wastage tracking, profitability becomes unclear.
These are the exact pain points the best ERP for manufacturing industry must solve.
What Makes an ERP System “The Best” for Manufacturing?
Manufacturing is very different from retail or service-based operations. So, your ERP must be specifically designed to handle the complexity of production.
Here’s what the best ERP for manufacturing must include:
1. Advanced Production Planning & Scheduling (PPS)
A capable PPS module must automate:
Capacity planning
Material requirements planning (MRP)
Workstation scheduling
Resource optimization
2. Bill of Materials (BOM) Management
A modern ERP should support detailed multi-level BOMs, routing, alternative BOMs, and real-time cost updates.
3. Inventory & Warehouse Automation
The ERP should maintain 100% accuracy with:
Batch & serial tracking
Barcode-based movements
Bin-level control
Automated reorder levels
4. Real-Time Shop Floor Control
Manufacturing leaders need live visibility of:
Work in progress (WIP)
Machine status
Production analytics
Operator productivity
5. Quality Control at Every Stage
From raw materials to finished goods, QC checkpoints must be automated to ensure compliance and customer satisfaction.
6. Procurement and Vendor Management
Integration between procurement and production ensures minimal delays and better vendor performance management.
7. Accounts, Costing & Profitability Insights
The best ERP for manufacturing must support:
Accurate landed cost
Production costing
Overhead allocation
Margin analysis
8. Sales, CRM & Demand Forecasting
A complete manufacturing ERP breaks silos by connecting sales forecasts with production planning.
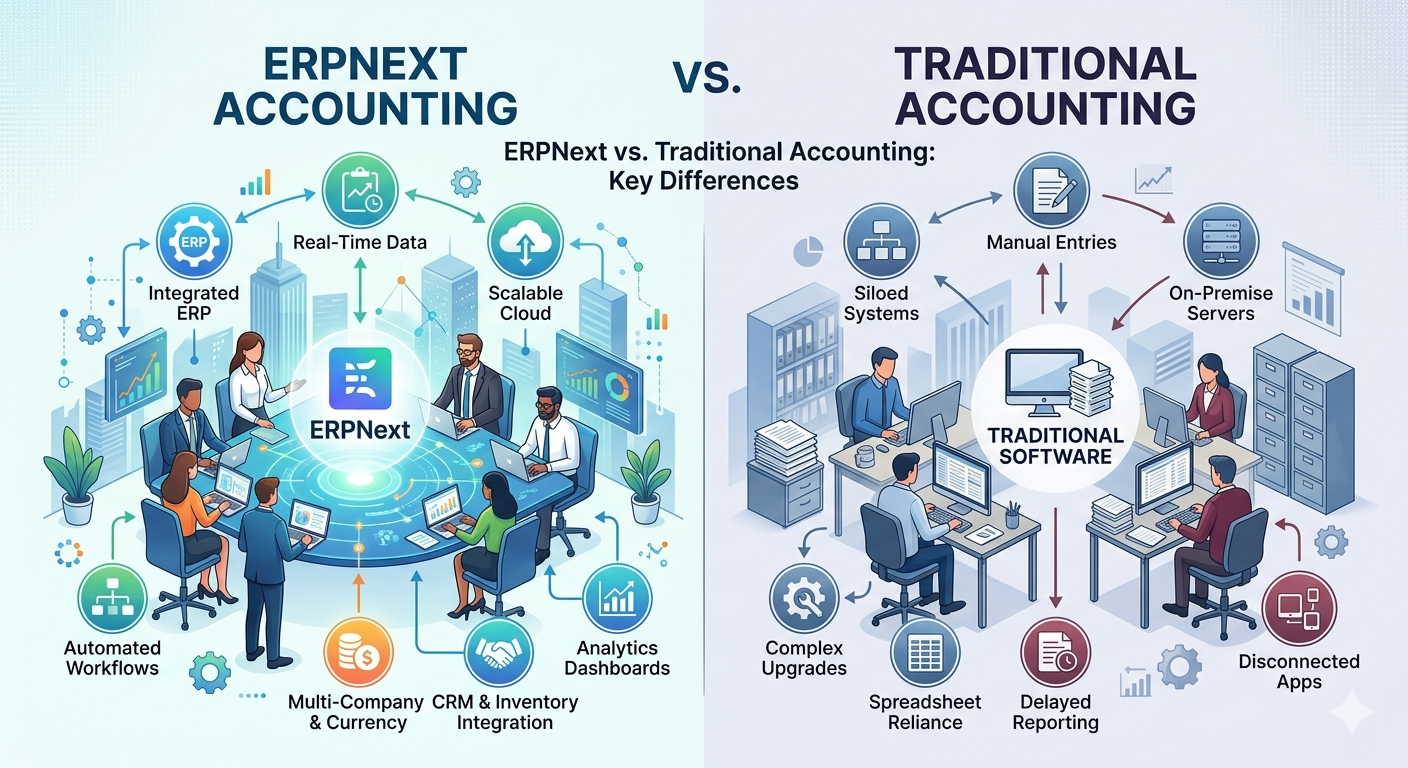
Why ERPNext Manufacturing Is Emerging as the Best ERP for Manufacturing
When evaluating manufacturing ERPs like SAP, Oracle, Odoo, TallyPrime, or Microsoft Dynamics, many companies increasingly choose ERPNext Manufacturing for one key reason—it offers enterprise-grade capabilities without the complexity or cost burden of traditional systems.
Here’s why ERPNext is considered among the best ERP for manufacturing in India and globally:
1. 100% Cloud-Ready & Scalable
Whether you're a startup or a large factory, ERPNext scales effortlessly across units, plants, and geographies.
2. Powerful End-to-End Manufacturing Module
The ERPNext manufacturing module covers:
BOM
MRP
Work orders
Capacity planning
Production planning
Shop floor management
Subcontracting
Learn more about how ERP improves production with the Sigzen Manufacturing ERP solution:
https://www.sigzen.com/industries/manufacturing/
3. No Vendor Lock-In and High Customization
ERPNext is flexible and customizable, allowing full adaptation for your unique processes—engineering, chemical, metal, textile, etc.
4. Seamless Integration Across Departments
Finance, purchase, sales, quality, and production are connected in a single unified database.
5. Real-Time Visibility & Automation
ERPNext provides accurate and real-time reports for:
WIP
Process delays
Machine utilization
Stock balances
Cost variances
6. Strong Compliance & Document Control
From GST to audit trails, ERPNext keeps everything compliant and transparent.
7. Affordable Compared to Enterprise Giants
While SAP or Oracle require massive budgets, ERPNext Manufacturing offers enterprise capability at a significantly lower cost.
See how Sigzen enhances ERPNext Manufacturing with industry-specific intelligence:
https://www.sigzen.com/industries/manufacturing/
How the Best ERP for Manufacturing Transforms Each Stage of Production
1. Raw Material Procurement
ERP automates the sourcing cycle by:
Forecasting material demand
Auto-creating purchase orders
Monitoring vendor performance
This reduces delays and stock shortages.
2. Inventory & Warehouse Management
With barcode and batch tracking, the ERP ensures:
Accurate stock levels
Optimized storage
Zero stock mismatch
3. Production Planning & Scheduling
The MRP engine calculates:
Required materials
Production timelines
Workstation loading
Machine availability
This helps maintain on-time delivery and reduces downtime.
4. Shop Floor Execution
Operators get clear instructions, digital job cards, and real-time updates. Managers get dashboards that show what’s happening on the floor instantly.
5. Quality Inspection & Testing
The ERP ensures:
Auto QC triggers
Batch sampling
NCR tracking
Compliance reporting
This reduces defects and rejections.
6. Finished Goods & Dispatch
ERP helps optimize:
Packing processes
Shipping documentation
Dispatch scheduling
7. Sales & Customer Service
Manufacturers can handle approvals, quotes, orders, and aftermarket service easily.
Manufacturing ERP in India: The Rising Need for Digital Transformation
India is one of the fastest-growing manufacturing hubs in the world. According to the Ministry of Commerce & Industry, manufacturing contributes significantly to the country’s GDP and employment.
Here’s the link to the official department for reference:
https://commerce.gov.in/
This industrial growth demands modern, technology-driven ERP systems that match global standards and support:
Make in India
Export-oriented manufacturing
Multi-plant operations
Compliance automation
ERPNext, with its flexibility and low TCO, is increasingly seen as the best ERP for manufacturing in India.
What to Consider Before Selecting the Best ERP for Manufacturing
1. Your Production Complexity
Do you operate continuous, batch, or discrete manufacturing?
Your ERP must match your process.
2. Scalability
Your ERP must grow with you—new plants, new product lines, new markets.
3. Customization vs. Standard Processes
Choose an ERP that can adapt without heavy coding.
4. Budget & ROI Timeline
Some ERPs need millions. Some deliver better ROI with lower investments.
5. Vendor Experience
Work with a partner who understands manufacturing workflows deeply.
6. Post-Go-Live Support
ERP is not a one-time installation—it needs ongoing maintenance.
Real-World Example: How a Manufacturing ERP Reduces Production Loss
Consider a metal fabrication unit facing issues like delay in procurement, machine idle time, and frequent rework.
After implementing ERPNext Manufacturing:
Production timelines improved by 35%
Rework dropped by 40%
Inventory discrepancies reduced to nearly zero
On-time delivery performance improved from 70% to 95%
This is the kind of transformation the best ERP for manufacturing delivers.
Conclusion: Choosing the Best ERP for Manufacturing Is Choosing Future Growth
Manufacturing success today depends on agility, efficiency, and data-driven decisions. The right ERP isn’t just software—it becomes the backbone of your production ecosystem. Whether you're scaling operations, improving quality, reducing waste, or enhancing profitability, choosing the best ERP for manufacturing will define how competitive your business remains in the coming decade.
ERPNext Manufacturing stands out as a modern, flexible, scalable, and cost-effective solution, especially when implemented by experts who understand industry workflows.
If you're ready to transform your manufacturing operations, now is the time to explore the next step.
FAQs
1. What makes the best ERP for manufacturing different from generic ERPs?
It includes production planning, BOM management, MRP, QC, shop-floor control, and costing—features specifically designed for manufacturing processes.
2. Why should manufacturers use ERP systems?
ERP helps reduce production delays, optimize inventory, automate processes, and improve profitability.
3. How does ERPNext Manufacturing support production planning?
It uses MRP, capacity planning, and automated scheduling to ensure materials and machines are available at the right time.
4. When is the right time to implement ERP in a manufacturing company?
When you face frequent delays, stock mismatches, costing challenges, and manual process errors.
5. Can ERP help small manufacturing companies?
Yes, cloud ERP systems like ERPNext scale easily and work excellently for SMEs as well as large manufacturing plants.















Write a comment ...