
Introduction
In the highly regulated and quality-driven pharmaceutical sector, even a minor lapse in traceability or documentation can result in severe compliance risks, financial losses, and reputational damage. From sourcing raw materials to delivering finished medicines, every step must follow strict regulatory and operational standards.
This is where ERP for Pharma Industry becomes a critical business enabler. By integrating procurement, production, quality control, inventory, and distribution into one centralized system, ERPNext empowers pharmaceutical companies to achieve complete visibility and control.
For small to mid-sized pharma businesses, ERP consultants, CFOs, and operations managers, adopting a modern ERP solution is no longer optional—it is essential for sustainable growth. In this guide, we explore how ERPNext manages end-to-end traceability, ensuring compliance, efficiency, and scalability.
Understanding End-to-End Traceability in the Pharma Industry
End-to-end traceability refers to the ability to track every product from:
Raw material sourcing
Manufacturing and formulation
Quality inspection
Packaging and labeling
Warehousing
Distribution and dispatch
In the pharmaceutical industry, traceability is vital for:
Product recalls
Quality assurance
Patient safety
Audit readiness
An integrated ERP for Pharma ensures that every transaction and movement is digitally recorded and accessible in real time.
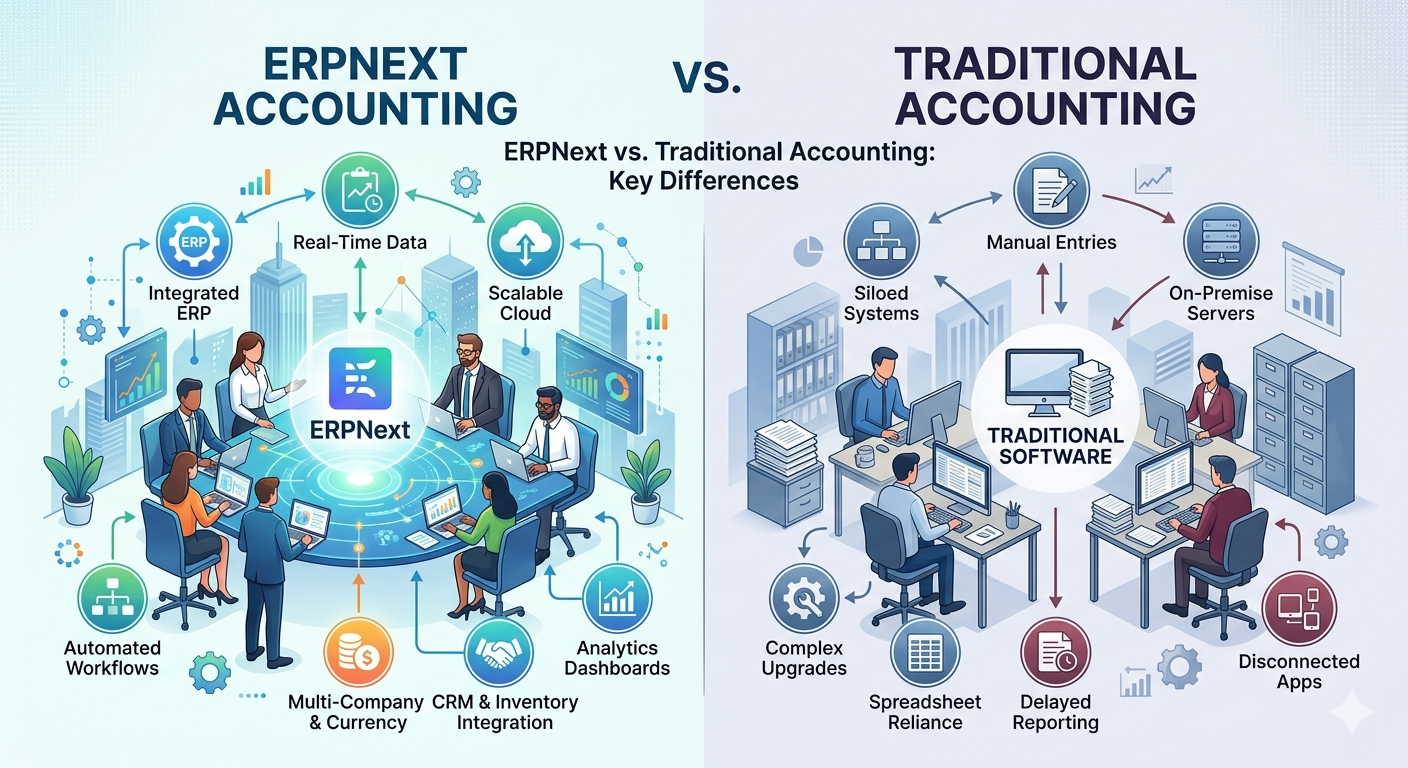
Why Traditional Pharma Management Systems Fail
Fragmented Data Systems
Many pharma companies rely on separate tools for procurement, production, and accounting. This results in disconnected data and limited visibility across operations.
Manual Documentation
Paper-based batch records and spreadsheets increase the risk of human error and data loss, especially during audits.
Compliance Risks
Without centralized monitoring, regulatory documentation becomes difficult to manage, leading to potential non-compliance.
Limited Scalability
Legacy systems struggle to support multi-location operations and growing production volumes.
A modern Manufacturing Erp like ERPNext eliminates these limitations through automation and integration.
How ERP for Pharma Industry Enables Raw Material Traceability
Centralized Procurement Management
ERPNext manages vendor records, purchase orders, and material receipts in one system.
This ensures complete visibility into supplier quality and material sourcing.
Batch-Wise Raw Material Tracking
Each raw material batch is assigned a unique identification number.
This allows manufacturers to trace materials from suppliers to final products.
Quality Inspection Integration
Incoming materials undergo quality checks linked directly to ERP records.
Non-compliant batches are automatically blocked from production.
Inventory Lot and Expiry Management
ERPNext tracks batch numbers, shelf life, and storage conditions.
This prevents expired or damaged materials from entering production.
Managing Production and Formulation with ERPNext
Centralized Formulation Management
ERPNext maintains standardized and version-controlled formulations.
This prevents unauthorized changes and ensures product consistency.
Automated Bill of Materials (BOM)
BOMs define exact material requirements for each product.
ERPNext links BOMs directly with inventory and production planning.
Real-Time Production Monitoring
Managers can track production status, machine usage, and material consumption live.
This enables proactive decision-making and minimizes delays.
Work Order and Job Card Management
Production activities are executed through digital work orders and job cards.
This ensures structured execution and accountability.
Quality Control and Compliance Management
Integrated Quality Workflows
ERPNext connects production with quality inspections and approvals.
Products cannot move forward without meeting predefined standards.
Digital Batch Records
All manufacturing data is stored electronically within ERP.
This improves audit readiness and documentation accuracy.
Regulatory Documentation Management
ERPNext generates and stores compliance reports, certificates, and logs.
This simplifies regulatory inspections and reporting.
Complete Audit Trails
Every transaction and modification is logged automatically.
This strengthens governance and regulatory credibility.
From Packaging to Finished Goods Dispatch
Packaging and Labeling Control
ERPNext manages packaging specifications and labeling compliance.
This ensures correct information on every product unit.
Finished Goods Inventory Management
Completed products are tracked batch-wise in warehouses.
This enables accurate stock valuation and availability checks.
Distribution and Dispatch Automation
ERPNext generates delivery notes, invoices, and shipment records.
This streamlines order fulfillment and logistics operations.
Recall and Return Management
In case of quality issues, ERPNext enables fast recall tracking.
Affected batches can be identified and isolated instantly.
Business Benefits of ERP for Pharma Industry
Implementing ERPNext delivers measurable advantages:
Complete traceability
Improved regulatory compliance
Reduced operational risks
Higher production efficiency
Better cost control
Faster audit clearance
Scalable operations
By combining ERP for manufacturing with pharma-specific workflows, businesses gain long-term competitive advantage.
Role of ERP Implementation Partners Like Sigzen
Successful ERP adoption requires industry expertise. Professional partners like Sigzen provide:
Business process mapping
Pharma-specific customization
Regulatory alignment
System integration
User training
Ongoing support
This ensures maximum ROI and smooth digital transformation.
Best Practices for Implementing ERP in Pharma Operations
1. Standardize Operating Procedures: Create uniform SOPs across procurement, production, and quality departments.
2. Enforce Batch Discipline: Ensure strict batch and lot tracking at every operational stage.
3. Automate Compliance Reporting: Use ERP-generated reports for regulatory submissions and audits.
4. Monitor KPIs Regularly: Track yield rates, wastage, recalls, and quality deviations.
5.Train Employees Continuously: Build internal ERP expertise to maximize system utilization.
Frequently Asked Questions (FAQs)
1. What is ERP for Pharma Industry used for?
ERP for Pharma Industry manages procurement, production, quality, inventory, and compliance through a unified digital platform.
2. How does ERPNext ensure product traceability?
ERPNext assigns batch numbers to raw materials and finished goods, enabling full tracking from sourcing to dispatch.
3. Can ERPNext support regulatory audits?
Yes, ERPNext maintains digital records, audit trails, and compliance documentation for easy regulatory verification.
4. Is ERPNext suitable for small pharma companies?
Absolutely. ERPNext is scalable and cost-effective, making it ideal for growing pharmaceutical manufacturers.
5. Does ERPNext integrate manufacturing and accounting?
Yes, ERPNext integrates production, inventory, and finance, enabling real-time cost and profitability analysis.
Conclusion: Building Compliant and Transparent Pharma Operations
From raw material traceability to finished goods dispatch, pharmaceutical companies require complete operational visibility and regulatory control. With ERP for Pharma Industry, ERPNext delivers an integrated, automated, and compliant management framework.
By connecting manufacturing, quality, inventory, and finance, ERPNext empowers businesses to reduce risks, improve efficiency, and scale with confidence. With expert implementation support from Sigzen, pharma companies can build future-ready, audit-compliant, and growth-oriented ecosystems.














Write a comment ...